四川904L 锥形封头厂家直销
锥形封头是一种常见的密封部件,广泛应用于各种流体系统中。它们在保障系统密封性方面起着至关重要的作用,对于许多工业设备和装置的正常运行具有重要意义。为了确保锥形封头的可靠性和持久性,定期的维护保养是必不可少的。在维护保养方面,以下步骤是必要的:1.清洗:定期清洗锥形封头是保持其性能和可靠性的关键。清洗过程应包括去除封头表面的污垢、油脂和锈迹等杂质。一般情况下,使用溶剂、洗涤剂或碱性清洁剂进行清洗,并确保彻底冲洗干净,以避免残留物对封头表面造成腐蚀。2.检查:维护保养过程中,对锥形封头的检查也是非常重要的一环。检查应包括封头的几何尺寸、表面粗糙度、损伤和裂纹等情况。要仔细检查封头的密封面是否平整、有无毛刺或损坏,以确保封头的密封性能。3.维护:对于锥形封头的维护,一般建议采用润滑剂如润滑脂、润滑油等,在封头表面涂上一层薄润滑层,以减小摩擦系数,减轻磨损,并提高密封效果。切勿使用过多润滑剂,以免污染流体系统。 温州浩邦金属制品有限公司致力于提供 对焊锥形封头设备,有需要可以联系我司哦!四川904L 锥形封头厂家直销
在选用锥形封头的时候有什么要求:一、看封头整体均匀度锥形封头应用于各类压力容器油脂机械管道中,一般而言,封头厚度有固定数值,但均匀程度影响承压能力,薄厚均匀的封头承压能力更好。为达到这一点,浩邦封头在原料选择上严格把关,采用厚度、平整度符合标准的材料。在生产方面,浩邦有着十几年的封头生产经验,各类封头生产经验丰富,技艺娴熟,质量把控严格,大部分封头产品可一次成型,均匀度良好。2二、看锥形封头表面光滑度很多人会认为,封头只要质量好就行,美观没有太大的意义。但其实,美观也是质量好的一种表现。如果锥形封头表面不光滑平整,或存在细小裂纹,在后续使用过程中,裂纹很可能在压力下不断增大,造成安全隐患,影响使用寿命。体积小的封头采用整块钢板就可以解决这一问题,但如果锥形封头体积较大,很难有直接满足尺寸需求的材料,这时候会涉及到板材拼接,需要企业对拼接口有更高的处理能力,保障后续使用过程无裂纹产生。3三、看封头接口处精细度通常情况下,封头与使用主体通过焊接的方式相连接,为了方便后续焊接,封头制造时,接口处会留出一定的弧度,接口处数值越细仔,后续操作越方便。在接口控制上,国际标准是误差小于6微米即可。河北316L锥形封头规格型号温州浩邦金属制品有限公司为您提供 对焊锥形封头设备,有想法的不要错过哦!

锥形封头制造通用工艺规程1范围、拼板、焊接、成形、检验等的方法和要求。2总则封头的制造除符合本规程的规定外,还应遵守国家颁布的有关法令、法规、标准、和其它相应规程和图样及工艺文件的要求。3材料,并附有钢板生产单位的钢材质量证明书和确认标记。二类及无类压力容器的封头的材料质量证明书项目齐全,实物标志清楚,可不复验。若材料质量证明书项目不齐全或齐全但实物标志不清楚者,必须复验合格。并与实物标志相符,且经本公司复验合格。4制造检验流程。如需拼接时,封头各种不相交的拼焊焊缝中心线间距离至少应为封头钢材厚度的3倍,且不小于100㎜。当封头由瓣片和顶圆板拼接制成时,接头方向只允许是径向和环向的,中心顶圆板直径应小于1/2DN。不得拼接。(外协成形封头下料尺寸按外协厂家要求)划线,采用机械加工、等离子切割或氧乙炔焰气割等方法进行下料和切割坡口,切割后必须去净割瘤、飞溅、毛刺及氧化层,并用砂轮打磨呈金属光泽,坡口表面不得有裂纹、分层、夹渣等缺陷。
锥形封头制作工艺:1—上模;2—工件;3—下模将待翻边的坯锥置于压机下模与压边圈之间,下模及压边圈的形状与锥形封头折边的形状相同;上模为一般的封头冲压模,直径与折边锥形封头的小端内径相同。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。1—上模;2—压边圈;3—毛坯整体冲压翻边的优点是生产效率高,适用的壁厚范围较大,批量生产成本低。缺点是模具造价高,加工困难,因锥形封头规格不同而使模具数量增多,单件生产时,会因模具的加工使制造成本大幅增加。随着锥形封头规格的加大,成本提高,且需要大吨位的压机。在极特殊情况下,两端折边锥形封头(包括变径段)采用整体冲压成形,整张板(可接板)环形下料,利用上模和下模,先冲压坯锥大端,然后冲压小端。大端、小端均需多次冲压翻边,小端翻边难度较大。买封头,来浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。质量有保障。欢迎大家来电咨询。温州浩邦金属制品有限公司是一家专业提供 对焊锥形封头设备的公司。
制造封头的注意事项:无论从事哪一项工作,首先要注意的就是安全,其实就是在产品生产当中的关于相关的产品一些注意事项,温州浩邦封头厂在封头行业已立足十余年,也将封头制造的相关注意事项告诉大家:1、封头的制造、检验与验收除应符合本标准规定外,还应复合图样或订货技术协议要求。2、封头制造单位应建立健全复合国家压力容器安全监察机构有关法规要求的质量体系,以保证封头质量。3、封头的拼焊应由持有相应资格的“锅炉压力容器焊工合格证书”的人员担任。4、封头的无损检测应由持有相应种类和技术等级的“锅炉压力容器无损检测人员资格证”的人员担任。对分析设计的封头进行无损检测的人员,其技术等级不得低于Ⅱ级。5、凡制造封头的钢板应有用以检测和追踪的确认标记。在制造过程中,如原有确认标记倍裁掉或钢板分成几块,应与钢板切割前完成标记的移植。确认标记的表达方式由封头制造单位规定。6、对于有防腐要求的不锈钢以及复合钢板制封头,不得在防腐蚀面采用硬印作为材料的确认标记和焊工标志。7、对于低温压力容器用封头及需进行疲劳分析设计的封头,不得采用硬印作为材料的确认标记和焊工标志。温州浩邦金属制品有限公司为您提供 对焊锥形封头设备,欢迎新老客户来电!Q235B锥形封头图片
温州浩邦金属制品有限公司致力于提供 对焊锥形封头设备,有需求可以来电咨询!四川904L 锥形封头厂家直销
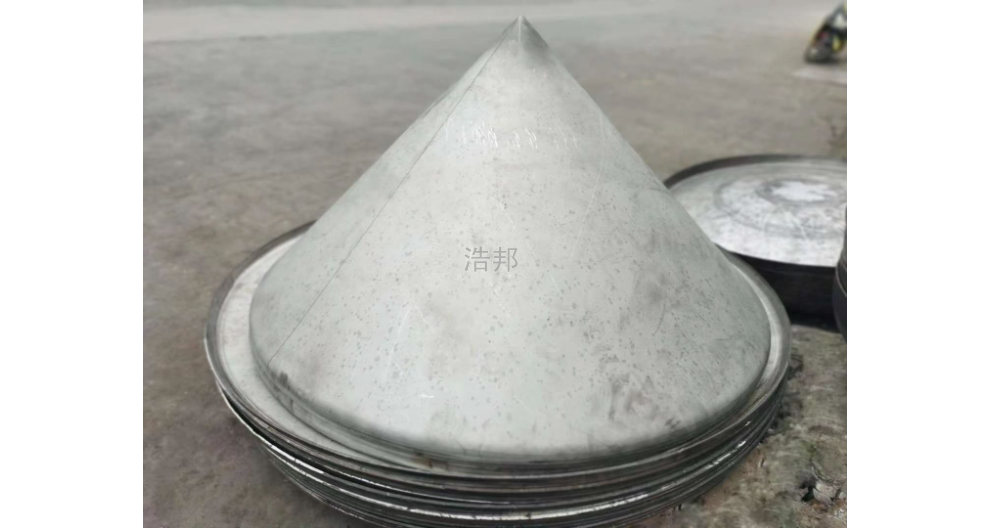
锥形封头常用于石油化工航天船舶、钢铁以及锅炉压力容器等制造行业。制造锥形封头的材质可为碳钢、低合金钢、复合板、不锈钢以及铜、铝、钛等有色金属,品种较多。锥形封头锥体的主体部分在内压作用下,.大薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。常用的锥壳半顶角α有30°、45°和60°三种。对于锥壳大端,当锥壳半顶角α≤30°时,可以采用无折边结构;当α>30°时,应采用带过渡段的折边结构,同时大端折边锥壳的过渡段转角半径r应不小于封头大端内直径D,的10%,且不小于该过渡段厚度的3倍。而对于锥壳小端,当锥壳半顶角α≤45°,可以采用无折边结构;当α>45°时,应采用带过渡段的折边结构,同时小端折边锥壳的过渡段转角半径r,应不小于封头小端内直径D的5%,且不小于该过渡段厚度的3倍。锥形封头有两种形式,一种是无折边锥形封头,一般用于角度小于等于30℃的场合;另一种是与筒体连接处有一过渡圆弧和一个圆柱直边段的折边锥形风土,就强度而论,锥形封头的结构并不理想,但是封头的型式在很多成和是决定于容器的使用要求。买封头,来浩邦。四川904L 锥形封头厂家直销
上一篇: 新疆换热器锥形封头图片
下一篇: 贵州金属锥形封头标准